
Ацетиленовая сварка — самый популярный метод газопламенной сварки. Это вызвано ее простотой в эксплуатации, низкой ценой исходников для выработки ацетилена и доступный набор оборудования. Такая технология позволяет достичь хорошее качество соединений, даже при монтаже самых сложных и ответственных сооружений, например тепловых и атомных электростанций. Ацетиленовая горелка — специальная конструкция, в которой происходит смешивание газа с кислородом из воздуха, при этом образуется мощное сварочное пламя. Именно это обстоятельство позволяет, на протяжении вот уже нескольких десятилетий, считать ацетиленовое оборудования одним из основных инструментов газосварщика.
Устройство и принцип работы
Газовая сварка – соединение деталей из металла под воздействием пламени с высокой температурой, благодаря чему на их поверхностей образуются сварочные ванны. Пламя получается при горении ацетилена с катализатором О2 и образованием горячей факельной струи. Такая горелка также имеет высокую функциональность по резке металлов.
Принцип действия:
- Газ и кислород поступают по своим каналам в горелку, где смешиваются, образовавшийся газ выходит через откалиброванное сопло наконечника ацетиленовой горелки.
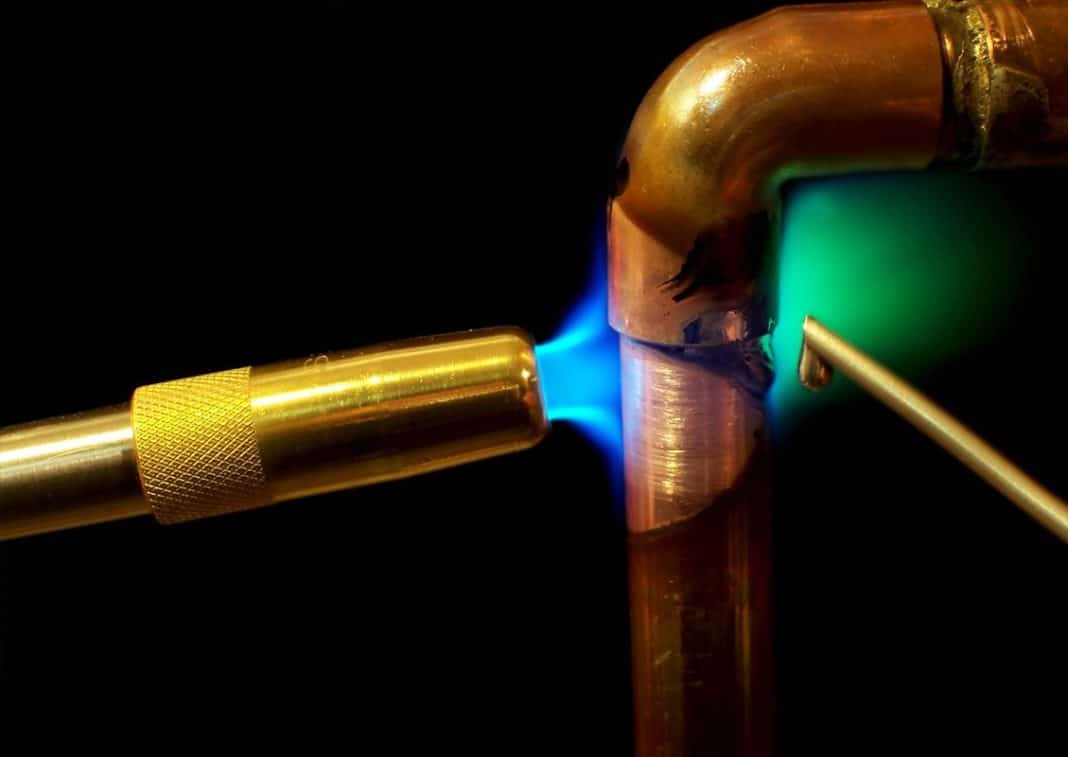
- Газотопливную смесь поджигают, после этого образуется факел, размеры которого устанавливают с помощью регулирующих кранов (вентилей).
- Ацетиленовое пламя формируется из 3-х частей: ядро, с самой высокой Т, восстановления и факела. Процесс сварки происходит во второй и третьей частях.
- Открытое высокотемпературное пламя предохраняет сварочную поверхность от контактов с воздушным окислителем.
- Сварка начинается с нагрева кромок деталей, далее происходит их оплавление и соединение. Процесс требует большого расхода газа, для создания высокотемпературного режима.
- Другой этап — наплавка с применением мягкого металлического присадочного прутка, насыщающего сварочную ванну у кромок.

Рабочие элементы:
- Пропановый баллон;
- кислородный баллон, подающий О2 являющейся катализатором процесса горения;
- шланги;
- газовая горелка: трубка из бронзы, 2-х регуляторов для каждого газового баллона, откалиброванная форсунка для тонкого распыла газовой среды под давлением.
Плюсы и минусы
Самым главным достоинством этого вида сварки является автономность, поэтому отсутствует необходимость в источнике тока, что особо приемлемо при выполнении монтажно-строительных работ на площадках, где отсутствует электроэнергия.
Преимущества ацетиленовой сварки:
- Возможность регулирования расстояния до свариваемой поверхности и рабочих режимов, что позволяет исключить брак в виде прожогов, даже в случае соединения тонких металлических листов.
- Мобильность перемещений и транспортировка по монтажно-строительной площадке.
- Надежность и высокое качество производимых работ.
- Контроль за процессом сварки.
- Возможность выполнения неповоротного шва, вблизи препятствий, например, стены без необходимости осуществления операционного стыка.
- Создание неразъемных металлических соединений с различными температурами точек плавления.
- Настройка силы и размера сварочного пламени.
- Повышение качества шва с применением легирующей стальной проволоки.
- Устранение процессов возникновения деформационных сдвигов конструкции и стыка, путем регулировки температурного режима нагрева, тем самым достигая расчетный режим сваривания металлов.
- Низкая стоимость оборудования и расходников для устройства.
Недостатки при использовании мини ацетиленовой горелки:
- Работы могут выполнять только обученные и аттестованные работники.
- Низкая производительность работ по сварке.
- Изменение химических и структурных свойств материала на большой площади нагрева.
- Применение ацетилена создает высокую пожароопасность среды;
- Большая загазованность в месте сварочных работ.
- Низкокачественное пайка узлов из легированных стальных материалов.
- Невозможность выполнения сварки внахлёст.
Критерии выбора
Для ацетиленовой сварки используется распространённое и дешевое оборудование. Раньше газ получали в газогенераторах, но сейчас, в основном, больше используют баллонный ацетилен. Его баллон окрашен белым цветом. Для осуществления процесса окисления применяют баллонный кислород, который перевозят на тележках, особой конструкции.
Существует ряд типоразмеров горелки, маркируемых по толщине свариваемого металла. Самый малый номер – 0, а самый большой – 7. Для выполнения газопламенной обработки с использованием ацетилена применяются исключительно ацетиленовые горелки. Основным моментом в их выборе являются технические параметры выполняемой работы: толщина свариваемых изделий, химический состав материала и используемые диаметры наконечников, от которых будет зависеть размеры соединительного шва и качественность выполнения операции. В связи с чем, подбор ацетиленовой горелки выполняют с учетом требований к обрабатываемым деталям.

Сегодня самыми использованными горелками являются:
- Г2 для проведения сварки при помощи различные наконечники, от 0 до 4 размера включительно, с толщиной деталей от 0.2 до 7.0 мм и максимальной скоростью сварки до 200 мм/мин.
- Г3, Донмет-251 для сварки металла толщиной до 30.0 мм, с наконечниками от 2 до 7 размера и поддержанием режимного давления кислорода и ацетилена. Например, для сварки элементов толщиной от 7.0 до 11.0 мм используют наконечник No 5, с давлением кислорода от 2 до 3 кгс/см2, а ацетилена от 0.4 до 1.0 кгс/см2. При этом можно обеспечить скорость сварки до 45 мм/мин.
- Резак Р2А-02М Сварог, предназначен для резки листа из черных металлов.
Инструкция по использованию
Все работы с ацетиленовой горелки должны выполняттся обученным персоналом, аттестованного по правилам No ПБ 03-273-99 для сварщиков на работах подведомственным Госгортехнадзору России и других нормативных актов, изданных в Москве.
Этапы технологического процесса сварки:
- Предварительно защищают поверхность от поражения ржавчиной и коррозией, свариваемые элементы. Для этого можно использовать щетки по металлу и насадки на шлифмашину.
- Обезжиривают поверхность с применением растворителей, например, ТИГа, в противном случае наплавляемый слой не будет достаточно прилегать к поверхности.
- Выполняется запуск ацетиленовой горелки, включается полуавтомат подачи электрода и начинается процесс сварки.
- Устанавливают скорость дозирования электрода, в соответствии с видом металла и толщиной изделий.
- Проверяют работу инжекторной системы оборудования, к кислородному входу, присоединяю шланг редуктора и повышают давление до режимного значения. При прохождении О2 через инжектор, в тракте ацитилена будет возникать разрежение. Его можно проверить, приложив палец к ниппелю, после чего и присоединяют два шланга, поджигают образовавшуюся смесь и регулируют размер пламени.
- После завершения работ сначала закрывают краном ацетиленовый сосуд, а после чего кислородный, иначе произойдет удар огня в шланг с возможным взрывом.
Сварка ацетиленом представляет серьезную опасность для жизни сварщика, во избежание чего потребуется выполнять все требования правил эксплуатации и безопасности.
Мероприятия по пожарной безопасности:
- Работая с баллонами требуется соблюдать строгие мер безопасности: не оставлять их без присмотра, не размещать рядом с горячими источниками, с О2 и другими легковоспламеняющими газами. Хранение сосудов осуществляют вертикально.
- Перед началом сварки в помещениях, выполняют тщательную вентиляцию до, во время и после ее сварки.
- До производства работ оформляют все необходимые допуски, особое внимание уделяют выполнению мероприятиям для предотвращения возникновения огня от расплавленного шлака, например, когда рядом расположены легковоспламеняемые вещества или материалы, в виде деревянных конструкций.
- С целью защиты от ожогов используют спецодежду и пожарозащитные ширмы.
- Нужно проявлять повышенное внимание при зажигании дуги и во все время ее работы.
- С целью защиты от металлических брызг рабочие работают с полностью застегнутой спецодеждой, в частности, с воротом и рукавами, и в термостойких рукавицах.
- Для предупреждения возможного взрыва при сварочных работах в замкнутом пространстве выполняют комплекс дополнительных работ по подготовке рабочего места.
- Применение специальных респираторов «Снежок», для защиты органов дыхания от вредных веществ.
- При выполнении сварочных работ на высоте требуется применять спец. защитные средства: монтажный пояс и страховку.
- Запрещено выполнение работ без напарника, который при несчастном случае должен прийти на помощь.
Применение ацетиленовой горелки при выполнении сварочных работ, на протяжении многих десятилетий подтвердило ее значимость, благодаря этому виду соединения монтажных изделий города получили инфраструктуру, а в дома горожан пришли свет, вода и газ. Несмотря на все сложности и опасности такого варианта пайки, при строгом соблюдении технологических режимов получается надежное соединение, сохраняющее свою прочность долгие годы.